RXP 500 DS van Röders ideaal voor hoognauwkeurige bewerking van complexe en filigrane producten

Alfred Langer
Voor de vervaardiging van houders en kinematische onderdelen voor haar hoognauwkeurige optische apparatuur heeft Carl Zeiss in Oberkochen gekozen voor de voordelen die de HSC bewerking daarbij biedt. Vooral vanwege de hoge precisie bij de bewerking van harde materialen en de realisatie van complexe 3D geometrieën die bij deze techniek hand in hand gaat met hoge bewerkingssnelheden. Daarbij is gekozen voor het vijfassige RXP 500 DS bewerkingscentrum van Röders en over de ervaringen met deze machine is men ronduit enthousiast.
“Het begrip hoogtechnologisch is bij ons letterlijk van toepassing”, aldus Alfred Langer, hoofd van de afdeling Speciaalproductie bij Carl Zeiss. Hij doelt daarbij op de diverse producten die worden toegepast in vliegtuigen en in ruimtecapsules. De afdeling van Langer levert niet alleen de complexe mechanische onderdelen voor deze producten, maar is ook verantwoordelijk voor de vervaardiging van de optische componenten en voor de montage tot kant-en-klare modules. Door de directe contacten met zowel de ontwikkelingsafdeling als de eindconstructie is men in staat om het hele maaktraject te overzien en kan men klanten al vanaf het eerste stadium ondersteuning bieden in het ontwerptraject.
Alfred Langer: “Het HSC frezen is dankzij haar geringe kracht- en warmte-invloeden op het product bij uitstek geschikt voor het bewerken van filigrane en dunwandige structuren.”
Carl Zeiss is een internationaal opererend concern en wereldleider op het gebied van optische en optoelektrische apparatuur. Het werkterrein loopt uiteen van producten en diensten voor biomedisch onderzoek en medische technologie tot en met complete systeemoplossingen voor de halfgeleider-, automobiel- en machine-industrie. Doorgaans gaat het daarbij om unieke producten of om kleine series. De afdeling Speciaalproductie vervaardigt voor deze apparatuur onder meer de behuizingen en de kinematische componenten en het spreekt vanzelf dat kwaliteit en nauwkeurigheid daarbij centraal staan. De afdeling telt circa 25 bewerkingsmachines, voor het merendeel moderne CNC-gestuurde draaimachines en drie- tot vijfassige bewerkingscentra.
Vanwege de talrijke uitdagingen die het hoofd moeten worden gebogen is het spectrum aan materialen dat bewerkt moet worden aanzienlijk uitgebreider dan bij doorsnee werkplaatsen. Naast standaardmaterialen als aluminium en koolstof- en gereedschapstalen komen ook veel speciale materialen met bijzondere fysische eigenschappen om de hoek kijken, waaronder extreem harde en moeilijk te verspanen legeringen.
Voordelen van HSC bewerking

Richard Kaak
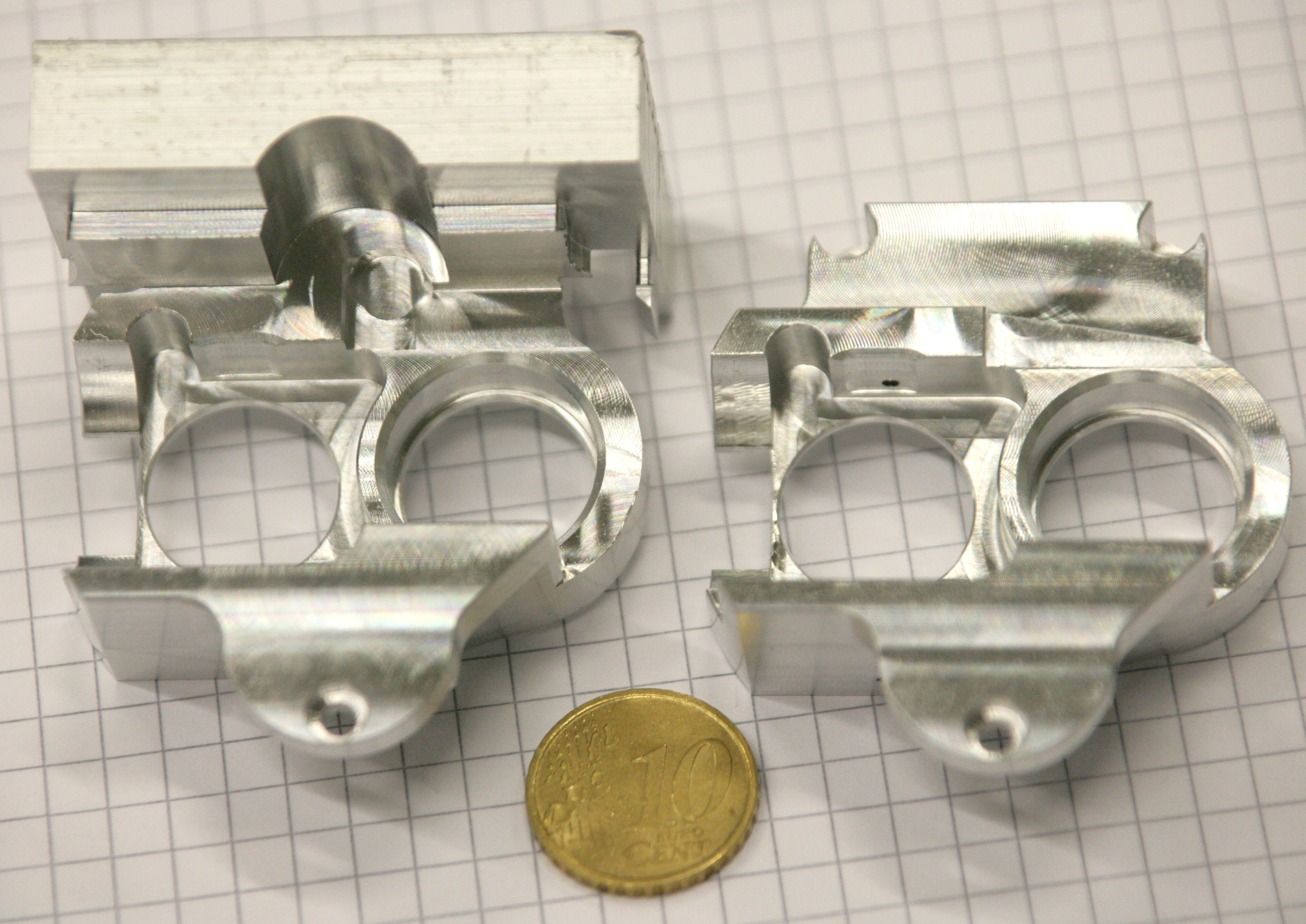
“We bewerken veel filigrane en dunwandige componenten, zoals bijvoorbeeld de houders voor de precisieoptiek. Tijdens de bewerking worden deze makkelijk vervormd door het contact met het gereedschap, wat de nauwkeurigheid uiteraard negatief beïnvloedt”, legt projectleider Richard Kaak uit. Door ‘in slakkengang’ te werken, dus met lage krachten en voedingssnelheden, kunnen de afwijkingen weliswaar worden beperkt, maar dat leidt wel tot aanzienlijk langere procestijden en beduidend hogere kosten. Bovendien zijn er nog andere foutenbronnen die het verspaningsproces verstoren, zoals de trillingen die worden opgewekt en de warmteontwikkeling die voor geometrische afwijkingen zorgt. De overstap naar HSC bewerking met zijn hoge toerentallen beloofde op al deze punten een aanzienlijke verbetering, omdat spanen sneller worden afgevoerd, de snijkrachten lager liggen en het trillingsniveau beperkt blijft.
Richard Kaak: “Na twee jaar ervaring met de RXP 500 DS kunnen we constateren dat de machine op alle wezenlijke punten aan onze verwachtingen voldoet.”
Een belangrijk punt van afweging was eveneens de productiviteit. Want ook in dit segment van hoogwaardige producten speelt de kostenfactor wel degelijk een rol. Inkopers kiezen niet alleen op basis van technische kwaliteiten, maar wegen ook de kostprijs mee in hun beslissing.
Afgewogen keuze

Deze afstandsring met kegelvormige vlakken wordt toegepast in de NIRSpec, het ‘superoog’ waarmee de opvolgers van de Hubble satelliet worden uitgerust.
“Aan de keuze voor de nieuwe technologie is een zorgvuldig selectieproces vooraf gegaan”, blikt Langer terug. Na een intensieve beoordeling van alle aanbieders bleek dat slechts een handvol daarvan in aanmerking kwam. In een tweede selectieronde werden de resterende opties in een beslissingsmatrix tegen elkaar afgewogen, waarbij de keuze verder werd ingeperkt. De volgende beslissende stap was de bewerking van een proefproduct waarin alle moeilijkheidsgraden waren verwerkt zoals die bij Carl Zeiss aan de orde zijn. Dat leidde uiteindelijk tot de keuze voor de vijfassige RXP500DS van Röders, waarbij met name de snelle en hoognauwkeurige directe aandrijving van de lineaire assen en de robuustheid van de machine de doorslag gaven.
De wrijvingsloze en hoogdynamische directe lineaire aandrijvingen met behulp van rolgeleidingen behoren tot de bijzonderheden waarmee de machine zich onderscheidt. Een wegmeetsysteem met hoog oplossend vermogen zorgt daarbij voor een maximale nauwkeurigheid. Die nauwkeurigheid krijgt extra inhoud door een uitgekiende temperatuurbeheersing met in totaal tien koelcircuits, inclusief een koelmantel rond de spindel. Daarnaast is sprake van een extra regelkring die afwijkingen in de spindellengte controleert en compenseert. De spindel, met HSK40 opname, heeft een vermogen van 14 kW en kan een maximaal toerental van 42.000 min-1 bereiken. Tot de uitrusting behoren verder reinigingsmogelijkheden voor gereedschap en werkstuk, een meettaster voor de controle van het werkstuk en een exacte opmeting van het gereedschap met behulp van een laserbundel.
Een bijzondere attractie vormt het door Röders speciaal ontwikkelde rondascorrectiesysteem met behulp van meer dan 400 meetpunten in de bewerkingsruimte. De online via de besturing berekende compensatie van afwijkingen staat, ook bij meerzijdige en simultaanbewerkingen, garant voor een maximale nauwkeurigheid zonder dat de operator handmatig hoeft in te grijpen. “Dankzij deze eigenschappen bereikt de Röders-machine de hoogste nauwkeurigheid onder alle bewerkingshoeken, zonder dat dit ten koste gaat van de bewerkingssnelheid en productiviteit. En dat is precies wat we zochten”, zo maakt Langer de balans op.
Ervaringen tot nu toe

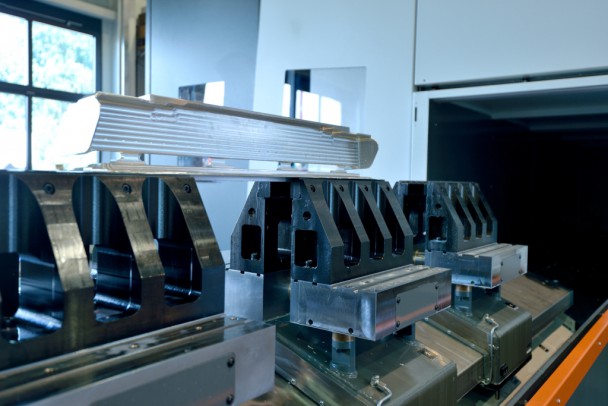
Dankzij het RC2 productenmagazijn met 18 posities kan de RXP 500 DS onbemand doordraaien gedurende nachtdiensten en weekends.
“Na ongeveer twee jaar ervaring kunnen we constateren dat de machine op alle wezenlijke punten aan onze verwachtingen voldoet”, stelt Kaak vast. Dat geldt zowel de nauwkeurigheid als de productiviteit van de machine. Zo kunnen bijvoorbeeld bij de vervaardiging van complexe zettingen met meerdere cilindrische passingen (waarvan de assen exact in rij moeten liggen) nauwkeurigheden worden bereikt van 5 µm op zowel de centrering van de assen als de steek, terwijl bij de rondheid zelfs een tolerantie binnen 2 µm haalbaar is. Een ander voorbeeld betreft een fragiele afstandsring met kegelvormige vlakken, waarvan de assen onderling onder een hoek van 5,3º liggen. Voor de positie van het snijpunt van deze assen, ver buiten het werkstuk zelf, geldt een tolerantie van slechts 0,02 mm en ook dat vormde voor de RXP 500 DS geen onoverkomelijk obstakel.
Vermeldenswaard is ook de nauwkeurigheid van de kantelbeweging. Dankzij effectieve interne controlemetingen en compensatie van afwijkingen kunnen hier nauwkeurigheden worden bereikt die in veel gevallen een ordegrootte beter liggen dan bij de tot nu toe gebruikte technieken. Positief punt is eveneens dat de machine van Röders zich moeiteloos leent voor onbemande productie buiten de reguliere dagdienst. Mede dankzij een productenmagazijn met 18 posities en een kettingmagazijn met honderd gereedschappen kan de machine ’s nachts en in de weekends doordraaien en zodoende een maximaal spilrendement bereiken.
Support als wezenlijk onderdeel van investering
“Een doorslaggevende factor is naast dit alles de goede ondersteuning die vanuit de machinebouwer wordt geboden”, voegt Langer toe. Dat was juist daarom van belang omdat met de machine nieuwe wegen werden ingeslagen, onder andere vanwege de keuze voor de eigen machinebesturing van Röders in plaats van de gangbare besturingen. De voordelen van een transparant totaalconcept gaven daarbij de doorslag, waarbij de PC-gebaseerde besturing door de machinebouwer voortdurend via updates wordt geoptimaliseerd. Deze benadering maakte het tevens mogelijk om direct op de behoeften van Carl Zeiss toegesneden verbeteringen en modules te ontwikkelen, die vervolgens eenvoudig via een CD kunnen worden geladen. Bij dit alles wordt de ondersteuning van Röders als ‘voortreffelijk’ beoordeeld en dat geldt eveneens voor de overige service en nazorg.
Voordelen binnen de totale procesketen

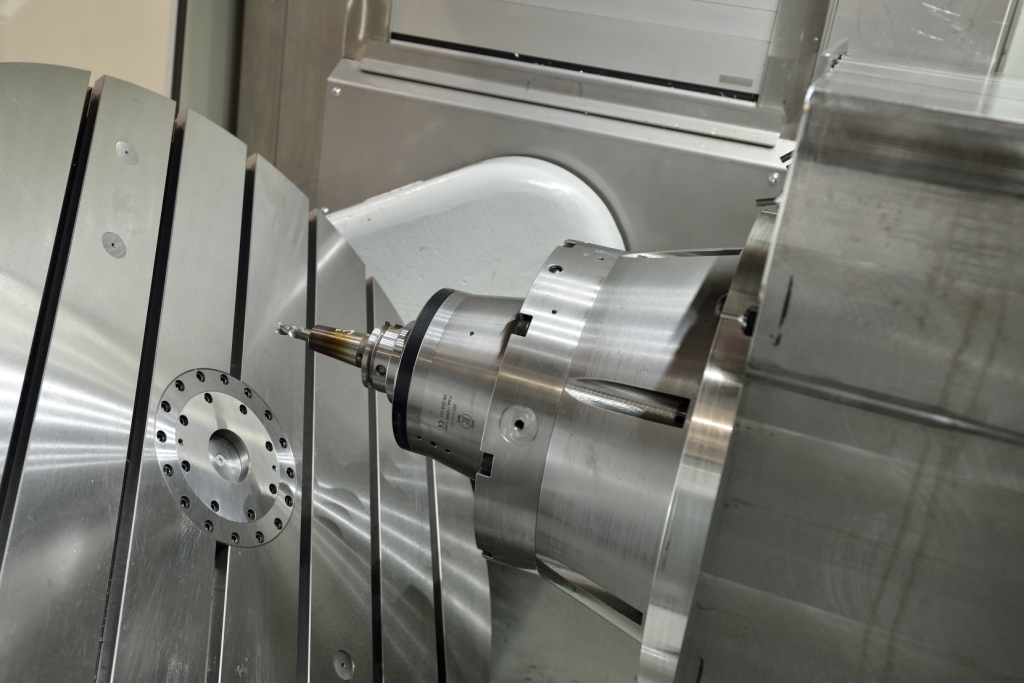
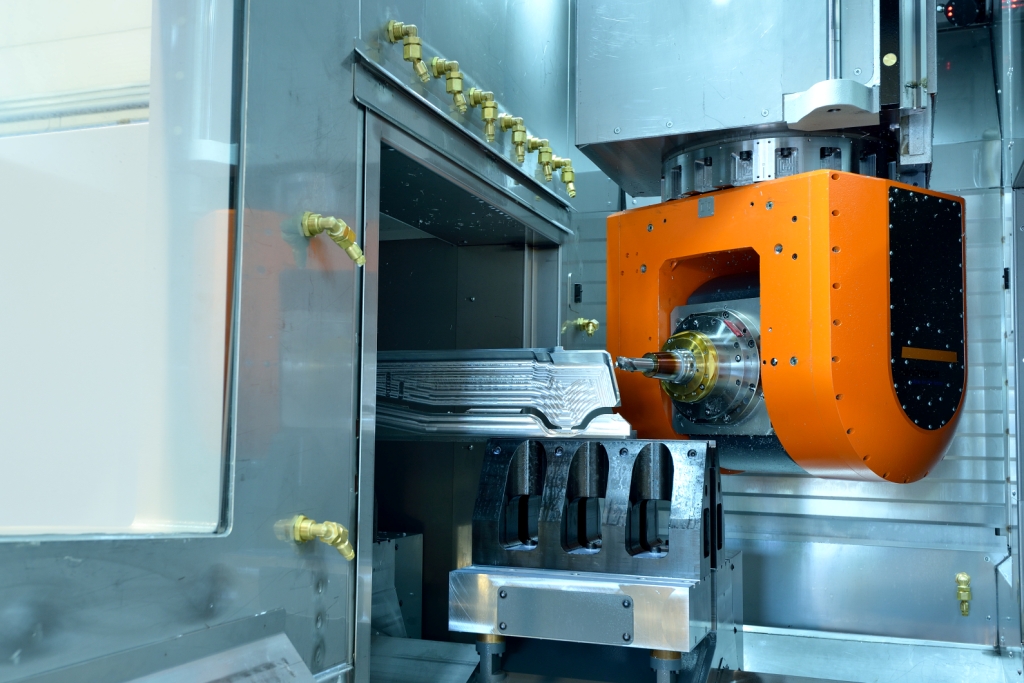
De RXP 500 DC van Röders wordt bij Carl Zeiss met name ingezet bij de bewerking van complexe en hoognauwkeurige producten.
“Ook de bijkomende voordelen die de hoge nauwkeurigheidsgraad heeft voor navolgende processen mogen niet onvermeld blijven”, laat Kaak weten. Met name bij processen als ontbramen en polijsten werpt de hoge nauwkeurigheid van de RXP 500 DS onmiskenbaar zijn vruchten af, in die zin dat deze nabewerkingen nu aanzienlijk minder tijd vergen. Daarbij komt dat het in veel gevallen niet meer nodig is om uit te wijken naar gietwerk. In het verleden was dit nogal eens noodzakelijk, omdat de filigrane structuren en dunne wanden niet bestand waren tegen de krachten die optreden bij conventionele verspaningsprocessen. Het nadeel van gietwerk is echter dat er toch weer extra nabewerkingen nodig zijn, met name bij passings- en afdichtvlakken. Bovendien voldoet de oppervlaktekwaliteit van gietstukken vaak niet aan de gestelde eisen. Dankzij de introductie van het HSC frezen met zijn bescheiden krachtenniveau heeft Carl Zeiss de grenzen van haar mogelijkheden op het gebied van verspanen aanzienlijk verlegt.
De RXP 500 DS van Röders TEC
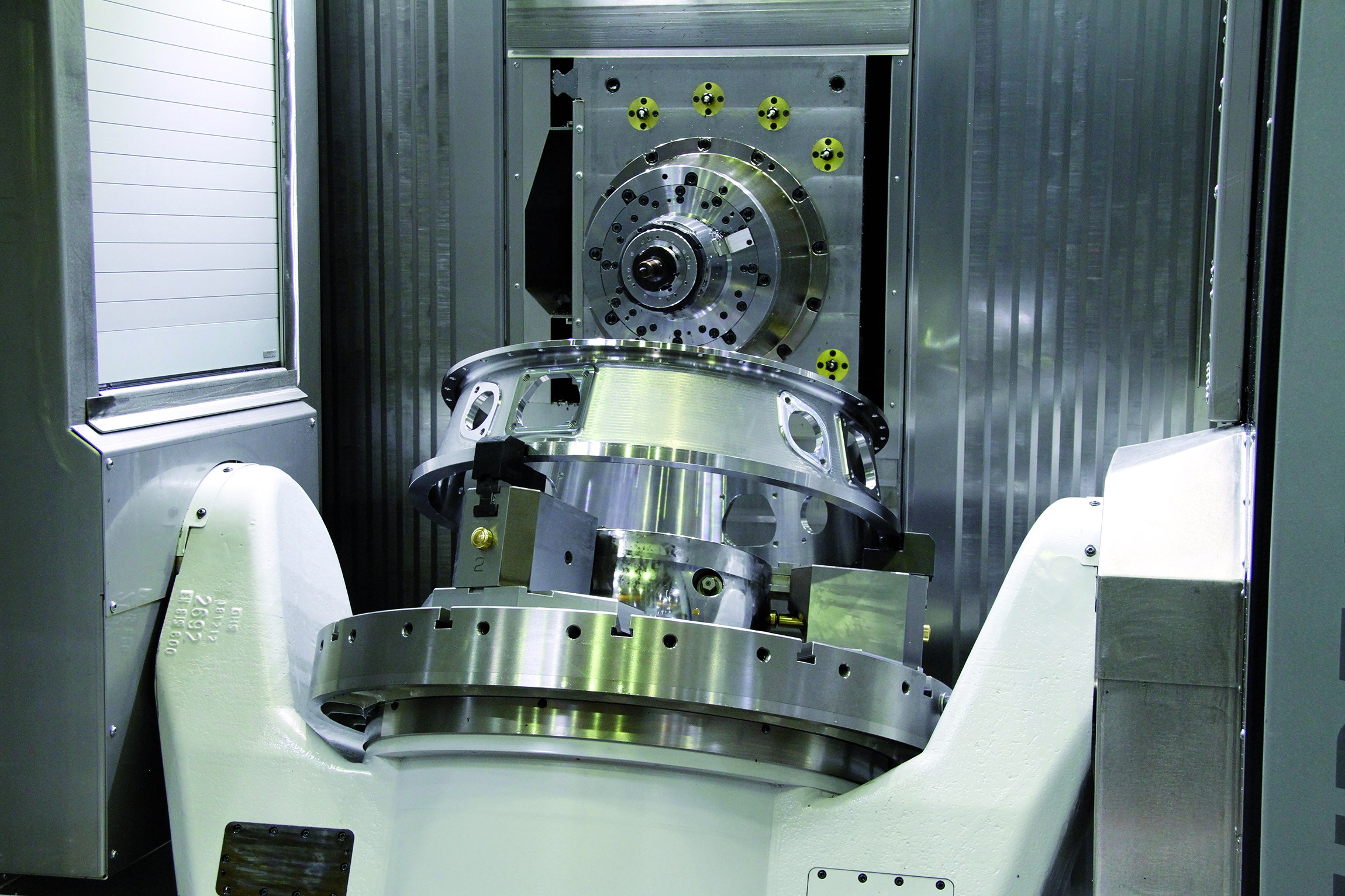
De vijfassige RXP 500 DS is het typische ‘werkpaard’ van Röders TEC voor het HSC hardfrezen. De machine heeft een werkbereik van 500 mm x 500 mm x 300 mm en de vierde en vijfde as worden gerealiseerd met behulp van een draai/zwenktafel. De spindel beschikt over een vermogen van 14 kW en een maximaal toerental van 42.000 min-1.
Bij het ontwerp hebben snelheid, robuustheid en nauwkeurigheid voorop gestaan. Op basis van klassieke en bijzonder stijve rolgeleidingen zorgen wrijvingsloze directe lineaire aandrijvingen voor een combinatie van hoge dynamiek en precisie. Vergeleken met conventionele kogelomloopspillen onderscheiden directe lineaire aandrijvingen zich niet alleen door hogere baannauwkeurigheden, maar ze zijn bovendien volledig onderhoudsvrij omdat geen sprake is van slijtage door bewegende delen en mechanisch contact. Het energieverbruik is vergelijkbaar.
Een uitgekiend temperatuurmanagement, een automatische compensatie van de spindellengte en een geïntegreerde gereedschapcontrole met een laserbundel staan garant voor een nauwkeurigheid welke die van andere machines in dit werkbereik duidelijk overstijgt. Daar komt als extra functie nog bij de automatische geometriecontrole van het werkstuk met behulp van een taster.
















 en als aan een serie stringente eisen werd voldaan, waarvan een korte leveringstijd niet de minste was. Naast de gebruikelijke voorwaarde van een goede kwaliteit tegen een gunstige prijs.
en als aan een serie stringente eisen werd voldaan, waarvan een korte leveringstijd niet de minste was. Naast de gebruikelijke voorwaarde van een goede kwaliteit tegen een gunstige prijs. 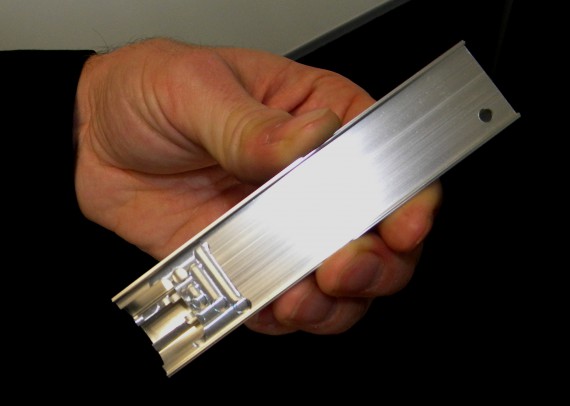



 eeft in zijn werk. Geen laaggeschoolden van uitzendbureaus die alléén voor het geld komen. Geen apart directietoilet uit bittere noodzaak, als je begrijpt wat ik bedoel.” Die human resources filosofie heeft ook consequenties voor het investeringsbeleid, zoals zal blijken.
eeft in zijn werk. Geen laaggeschoolden van uitzendbureaus die alléén voor het geld komen. Geen apart directietoilet uit bittere noodzaak, als je begrijpt wat ik bedoel.” Die human resources filosofie heeft ook consequenties voor het investeringsbeleid, zoals zal blijken. 



 “De series waarin we die producten maken,” legt Wijtenburg uit, “zijn klein tot middelgroot. 500 stuks is al heel wat. Dat brengt met zich mee dat we automatisering in de werkplaats alleen kleinschalig, op machineniveau konden doorvoeren. Onbemande productie is voor ons een brug te ver. We moeten de kostprijs dus in de hand houden via een doordachte keuze van CNC-machines. Het high speed verticaal bewerkingscentrum van Hyundai-Kia biedt voor ons een optimale combinatie van een goede aanschafprijs en een aantal factoren die samen voor een hoge productiviteit zorgen, die niet ten koste gaat van de eindkwaliteit. Dat laatste is heel belangrijk: veel producten voor medische toepassingen worden stuk voor stuk volledig doorgemeten, ieder afzonderlijk product krijgt een meetrapport mee. Vandaar dat we hier over drie coordinatenmeetmachines beschikken, waar veel bedrijven er maar een hebben. Daarmee kan de productiviteit in de meetkamer gelijke tred houden met die op de werkvloer.”
“De series waarin we die producten maken,” legt Wijtenburg uit, “zijn klein tot middelgroot. 500 stuks is al heel wat. Dat brengt met zich mee dat we automatisering in de werkplaats alleen kleinschalig, op machineniveau konden doorvoeren. Onbemande productie is voor ons een brug te ver. We moeten de kostprijs dus in de hand houden via een doordachte keuze van CNC-machines. Het high speed verticaal bewerkingscentrum van Hyundai-Kia biedt voor ons een optimale combinatie van een goede aanschafprijs en een aantal factoren die samen voor een hoge productiviteit zorgen, die niet ten koste gaat van de eindkwaliteit. Dat laatste is heel belangrijk: veel producten voor medische toepassingen worden stuk voor stuk volledig doorgemeten, ieder afzonderlijk product krijgt een meetrapport mee. Vandaar dat we hier over drie coordinatenmeetmachines beschikken, waar veel bedrijven er maar een hebben. Daarmee kan de productiviteit in de meetkamer gelijke tred houden met die op de werkvloer.” Aan die productiviteit levert het nieuwe bewerkingscentrum van Hyundai-Kia inmiddels enkele maanden een belangrijke bijdrage. De machine is met het oog op de bewerkingsstabiliteit voorzien van zeer brede geleidingen met een maximale spanwijdte. Het motorvermogen bedraagt 11 kW; aan de spil staat 7,5 kW ter beschikking. Het maximale toerental bedraagt 12.000 omw/min. Dit toerental wordt vanaf stilstand bereikt in slechts 0,6 seconden. Ook wat de asverplaatsingen betreft is sprake van een snelle machine: de maximale ijlgangen liggen voor de X-, Y- en Z-as op resp. 50, 50 en 56 m/min. Het motorvermogen aan alle assen bedraagt 3 kW. De machine is uitgerust met een Fanuc-besturing, koeling door de spil met een maximale druk van 20 bar. Voor de verspanende bewerkingen is het carrouselmagazijn uitgerust met veertien gereedschappen.
Aan die productiviteit levert het nieuwe bewerkingscentrum van Hyundai-Kia inmiddels enkele maanden een belangrijke bijdrage. De machine is met het oog op de bewerkingsstabiliteit voorzien van zeer brede geleidingen met een maximale spanwijdte. Het motorvermogen bedraagt 11 kW; aan de spil staat 7,5 kW ter beschikking. Het maximale toerental bedraagt 12.000 omw/min. Dit toerental wordt vanaf stilstand bereikt in slechts 0,6 seconden. Ook wat de asverplaatsingen betreft is sprake van een snelle machine: de maximale ijlgangen liggen voor de X-, Y- en Z-as op resp. 50, 50 en 56 m/min. Het motorvermogen aan alle assen bedraagt 3 kW. De machine is uitgerust met een Fanuc-besturing, koeling door de spil met een maximale druk van 20 bar. Voor de verspanende bewerkingen is het carrouselmagazijn uitgerust met veertien gereedschappen. 




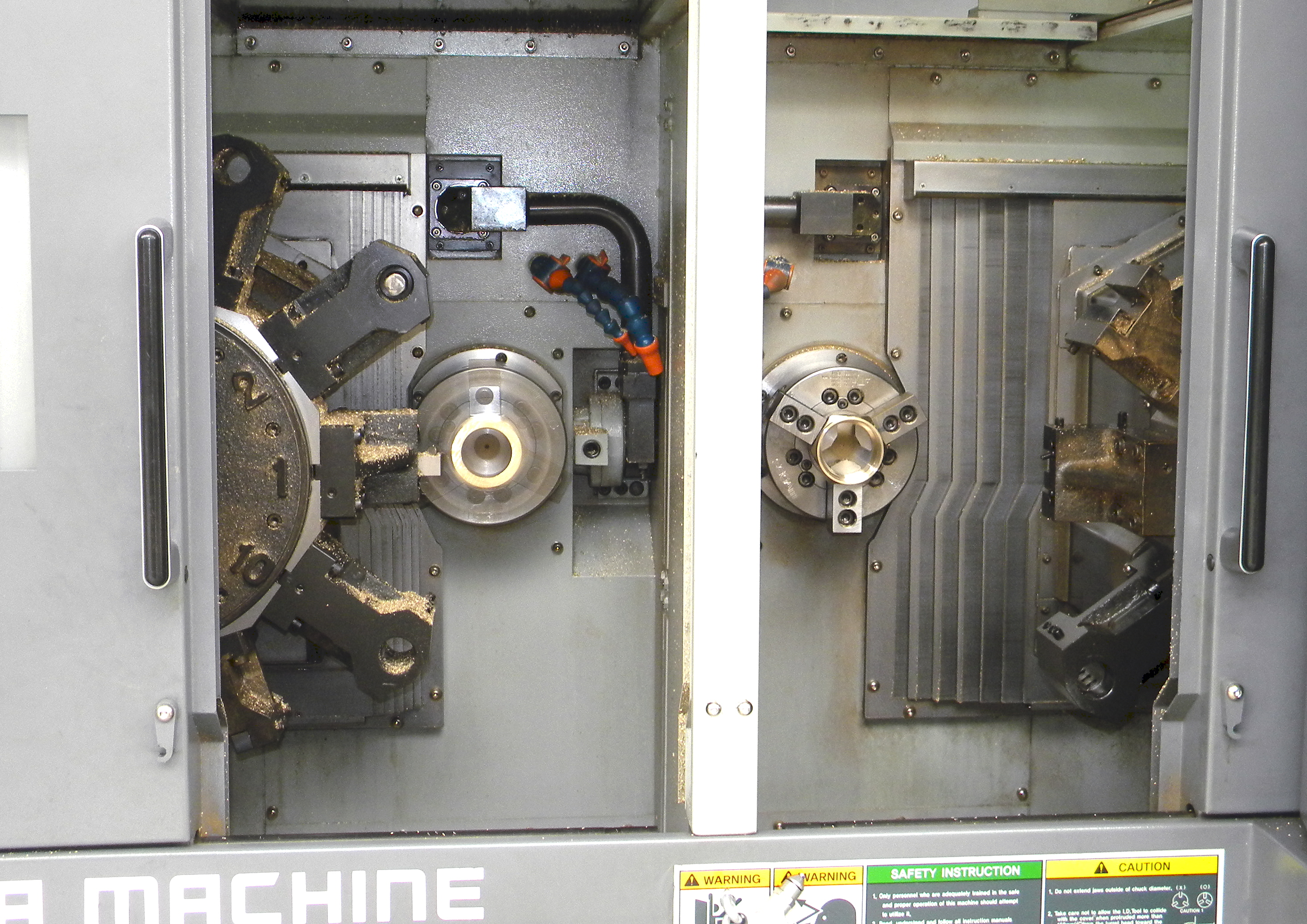
 De LM1800TTSY is uitgerust met een hoofd- en subspil en twee turrets. Dat maakt het mogelijk om tegelijkertijd twee producten te bewerken in hoofdspil en subspil of om synchroon twee bewerkingen uit te voeren aan hetzelfde product. Door de extra Y-as waarover de boventurret beschikt (met een verplaatsing van + 50/- 50 mm) zijn daarbij ook frees- en boorbewerkingen mogelijk uit het hart van het werkstuk, zodat de meest complexe producten in een enkele opspanning gerealiseerd kunnen worden.
De LM1800TTSY is uitgerust met een hoofd- en subspil en twee turrets. Dat maakt het mogelijk om tegelijkertijd twee producten te bewerken in hoofdspil en subspil of om synchroon twee bewerkingen uit te voeren aan hetzelfde product. Door de extra Y-as waarover de boventurret beschikt (met een verplaatsing van + 50/- 50 mm) zijn daarbij ook frees- en boorbewerkingen mogelijk uit het hart van het werkstuk, zodat de meest complexe producten in een enkele opspanning gerealiseerd kunnen worden.