AFWEGINGEN BIJ HET KIEZEN VAN EEN VIJFASSIGE MACHINE
 BOUW WIJZE VAN MACHINE VORMT BASIS
BOUW WIJZE VAN MACHINE VORMT BASIS
De komende jaren zullen de eisen die aan de nauwkeurigheid en oppervlaktekwaliteit van componenten worden gesteld nog meer toenemen. Tegelijkertijd wordt daarbij een steeds hogere functionaliteit verwacht, wat zich vertaalt in een grotere complexiteit en de toepassing van geavanceerdere maar vaak moeilijk te bewerken materialen. Alle reden dus om bij een volgende investering in een vijfassig bewerkingscentrum aandacht te besteden aan de bouwwijze van de machine want die vormt letterlijk de basis van wat haalbaar is. Bovengenoemd toekomstbeeld werd geschetst tijdens het onlangs door Mikrocentrum georganiseerde seminar ‘Verspanen 2020’ in een lezing van Willem van Dam, werkzaam bij Dymato. Een verslag.
ONDERSCHEID

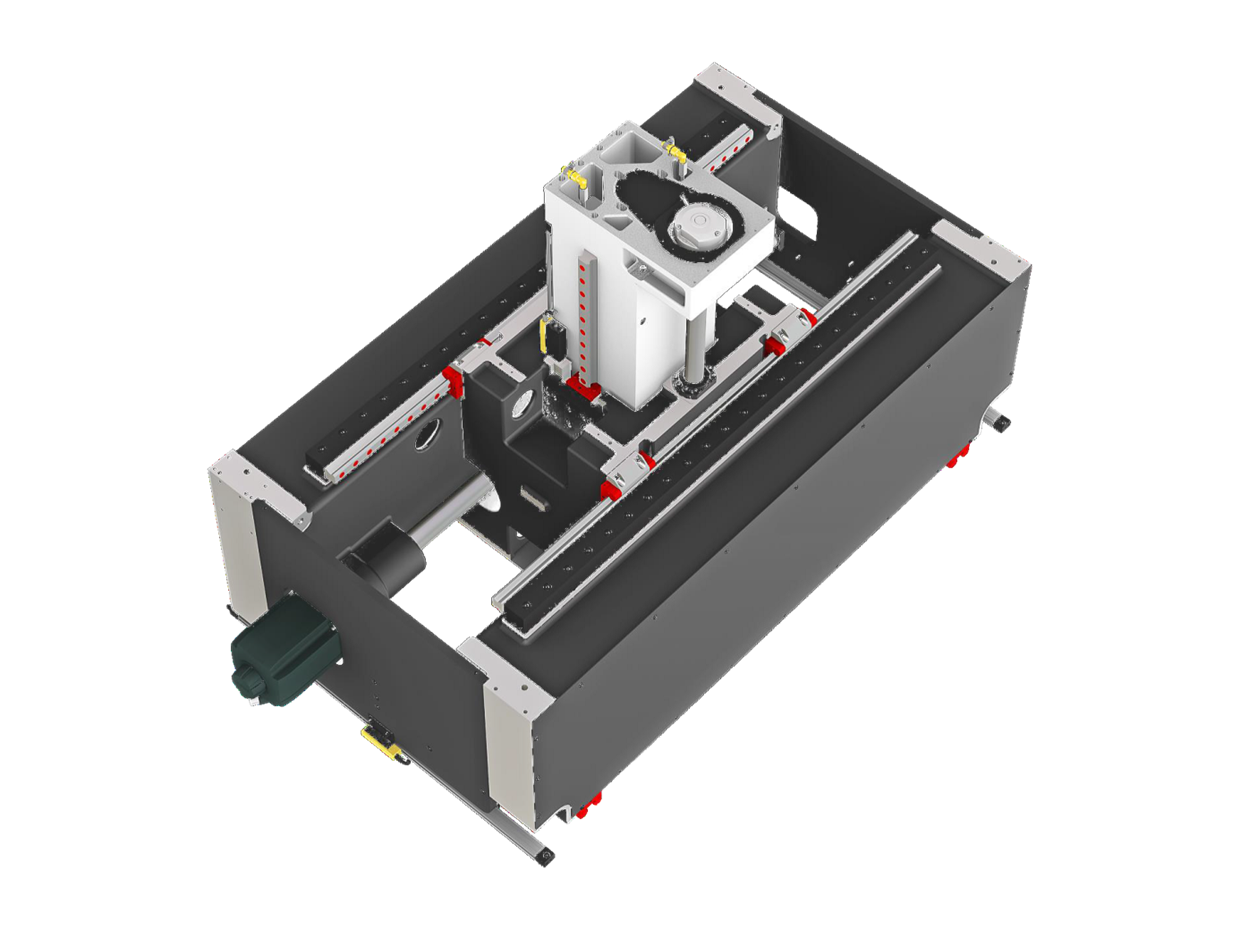
De monoblockconstructie, waarbij het frame uit één structuur is vervaardigd, resulteert in een hoge stijfheid en stabiliteit. Temeer daar de motoren van de A-as volledig worden omsloten door het frame.
Voor de meeste ondernemers die actief zijn op het gebied van verspanen, zal het geen verrassend scenario zijn. Naast genoemde eisen moet bovendien ook de productiviteit niet uit het oog worden verloren, want de internationale concurrentie zit niet stil. Dat maakt het meer dan ooit de moeite waard om bij de aanschaf van een nieuw bewerkingscentrum te kijken naar de constructie van de machine en de kwaliteiten die daarmee samenhangen. Of het nu gaat om nauwkeurigheid, productiviteit en betrouwbaarheid, de machine vormt in alle gevallen de primaire basis, en is in hoge mate bepalend voor wat haalbaar is. Met name de beheersing van temperatuur en trillingen (de grootste boosdoeners die het freesproces ondermijnen) vormen een cruciaal aspect. De optimale resultaten worden uiteraard bereikt wanneer een machine qua specificaties optimaal is afgestemd op een specifiek product en de eisen die daarbij aan de orde zijn. Want het volumeverspanen van een groot aluminium onderdeel vergt andere specificaties dan het frezen van een onderdeeltje in titaan waarbij nauwkeurigheid en een perfecte finish worden gevraagd. Een machine die aan alle wensen op het gebied van frezen kan voldoen is helaas een illusie, zo werd ook duidelijk uit de voordracht van Willem van Dam, area sales manager bij machine-importeur Dymato in Veenendaal. Verschillende markten vragen om verschillende oplossingen, aldus zijn stelling. Bij het benaderen van de markt wordt door Dymato daarom onderscheid gemaakt tussen universeel verspanen, hogesnelheidsfrezen en het verspanen van grote werkstukken.
UNIVERSEEL
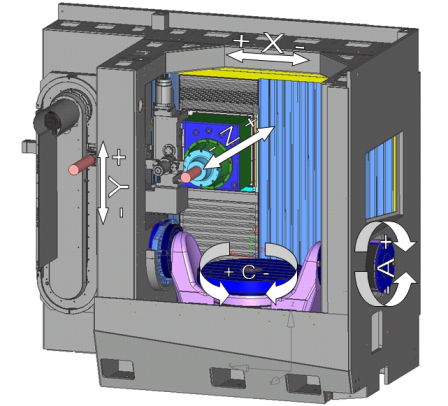
De portaaluitvoering biedt bouwtechnisch de beste mogelijkheden om tot een symmetrische constructie te komen, met een optimale beheersing van het krachtenspel en de temperatuureffecten. Ook het box-in-boxprincipe van X- en Y-as dragen daaraan bij.
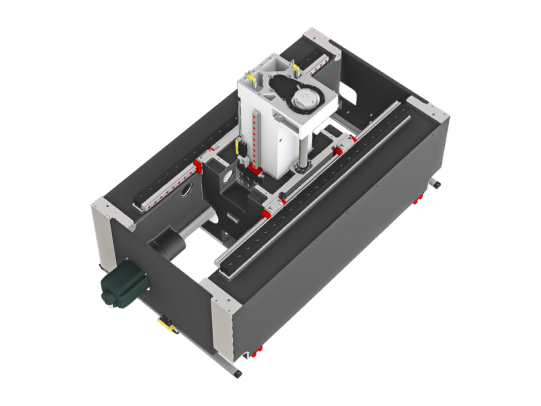
Zoals hiervoor werd gesteld, wordt de optimale combinatie van kwaliteit en rendement bereikt wanneer een bewerkingscentrum volledig afgestemd is op een bepaald type bewerking. In de praktijk is het echter zelden zo dat een toeleverancier een machine volledig bezet kan krijgen door een bepaalde opdracht of een pakket aan vergelijkbare bewerkingen. Vaak is er sprake van een grote diversiteit aan producten, materialen en bewerkingen en dan is men uit kostenoverwegingen toch al gauw aangewezen op een universele machine. Een allrounder die over de hele linie het beste gemiddelde resultaat oplevert. Maar ook dan is een kritische afweging van de mogelijkheden essentieel. Als het gaat om de breedte van het bewerkingsbereik, dan vormt een portaalconstructie volgens Van Dam de meest geschikte oplossing. In vijfassige uitvoering kunnen deze machines worden voorzien van draai/kanteltafels. Voorzien van direct-drivemotoren kunnen zowel de A-as als de C-as snel en met hoge precisie worden aangestuurd, omdat overbrengingen ontbreken. Een goed voorbeeld van universele bewerkingscentra in het programma van Dymato zijn de machines van Hyundai Wia. Bij het nieuwste vijfassige bewerkingscentrum, de XF3600, zijn bed en kolom vervaardigd uit één monoblockstructuur, zodat en maximale stijfheid en een zo hoog mogelijke nauwkeurigheid wordt bereikt. Dat wordt nog versterkt doordat de motoren van de A-as volledig worden omsloten door het monoblockframe. De -X en -Yas zijn uitgevoerd volgens het box-in-boxprincipe, zodat er ook op dit punt sprake is van een mechanisch en thermisch symmetrisch ontwerp met hoge stijfheid. Directe meetsystemen op lineaire en rotatieassen en ook hoekencoders zorgen ervoor dat alle resterende temperatuurinvloeden op het machineframe effectief worden geëlimineerd. Op die manier zijn volgens Van Dam ook op een universele machine positioneernauwkeurigheden binnen 5 micrometer en oppervlakteruwheden rond Ra = 0,5 micrometer haalbaar. De XF6300 kan worden geleverd met drie verschillende spindels (15.000, 24.000 of 40.000 min-1), zodat toch een zo klantspecifiek mogelijke oplossing kan worden geboden.
HSC-FREZEN
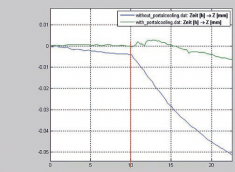
Het actief koelen van alle kritische machineonderdelen bewijst zijn waarde vooral bij langdurige cycli. Het zorgt ervoor dat er ook in deze situatie op elk moment sprake is van een constante kwaliteit en maatvoering.
Als harde materialen verspaand moeten worden met fijne structuren en kleine radii (waaraan automatisch hoge nauwkeurigheidseisen zijn verbonden) dan ontkomt men als verspaner niet aan HSC-machines. Een bijzonder voorbeeld daarvan uit het programma van Dymato zijn de machines van Röders. Vanwege de th(ermo)symmetrische eigenschappen maakt Röders gebruik van een portaalconstructie, waarbij de spindel de dwars en hoogtebeweging (Y- en Z-as) voor zijn rekening neemt en het bed met geïntegreerde draai/kanteltafel de lengtebeweging (X-as). Omdat het portaal met de spindel volgens dit concept niet hoeft te bewegen, kan dit zwaar worden uitgevoerd, zodat de maximale machinestijfheid wordt bereikt.
Als gewichtscompensatie voor de Z-as werkt Röders met een wrijvingsloze vacuümbalg. Alle kritische elementen in de machines worden bovendien actief gekoeld, waarbij het dan vooral gaat om de spindel en de andrijvingen met hun magneten en motoren. Bij Röders worden zowel de kogellagers als de mantel van de spindel gekoeld, die laatste om warmte-uitstraling naar de kolom te voorkomen. In totaal tellen de machines van Röders tot acht separate koelcircuits. De spindellengte wordt nog extra bewaakt door een externe (en gekoelde) wervelstroomsensor, vervormingen als gevolg van mechanische krachten worden op die manier eveneens ondervangen. Met name bij hoge toerentallen is dit relevant. Om trillingen te voorkomen werkt Röders uitsluitend met lineaire aandrijvingen. Door het ontbreken van mechanische contacten bieden deze een veel hogere dynamiek dan de traditionele kogelomloopspillen en een betere demping. Het ontbreken van mechanische contacten betekent meteen dat er minder warmteontwikkeling en geen slijtage optreedt. Nog een stapje verder qua nauwkeurigheid gaan de hydrostatische geleidingen. Röders past deze toe bij zijn RHP-serie, waarop het frezen wordt gecombineerd met coördinatenslijpen. Die combinatie scheelt niet alleen een extra logistieke handeling maar bespaart ook slijptijd, want omdat niet omgespannen hoeft te worden, kan veel dichter tot de eindmaat worden gefreesd.
RACECUT
Het nieuwste RXP501DS bewerkingscentrum van Röders haalt een maximaal toerental van 60.000 min-1. Een hoger toerental betekent niet alleen dat er met fijnere gereedschappen kan worden gewerkt, maar ook met lagere snijkrachten. Daardoor worden een hogere nauwkeurigheid en een gladder oppervlak bereikt, terwijl het trillingsniveau beperkt blijft. Het mes snijdt wat dat betreft aan twee kanten. Bijzonderheid van de Röders machines is dat een hoge nauwkeurigheid wordt gecombineerd met een hoge dynamiek. Dat is te danken aan de Racecut besturingsfunctie, waarmee de mogelijkheden van de machines optimaal kunnen worden benut. Dat is alleen mogelijk omdat Röders als machinebouwer ook zijn eigen RMS 6 besturingssoftware ontwikkelt, want de softwareontwikkelaars moeten natuurlijk weten welke versnellingen de machineconstructie toelaat, zonder dat nauwkeurigheid en oppervlaktekwaliteit in het gedrang komen. Dankzij Racecut kan de druk op een hoger niveau worden ingesteld, waardoor de machines later en harder remmen en meer versnellen dan de gangbare CAM-programma’s voorstellen. Dat resulteert in bewerkingstijden die in doorsnee met meer dan 20% zijn gereduceerd.
GROTE WERKSTUKKEN
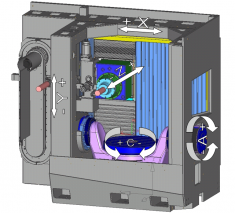
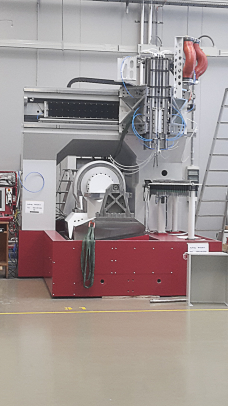
Bij het verspanen van grote volumes verdient een horizontale uitvoering de voorkeur in verband met de betere spanenval.
Een apart marktsegment vormt de volumeverspaning van grote werkstukken. Te denken valt bijvoorbeeld aan componenten voor de luchtvaartindustrie, waarbij een verspaning uit volmetaal vaak een voorwaarde is. Daarbij kan het wel voorkomen dat 90% van het materiaal moet
worden weggefreesd, en dat vergt een grotere productiviteit van de machine. Ook hier worden hoge eisen gesteld aan de stijfheid van het machineframe, maar dan vooral uit het perspectief van de dynamiek. Als het gaat om volumeverspaning ligt volgens Van Dam een keuze voor een horizontale uitvoering voor de hand, in verband met de betere spanenval. Door de spindel te kantelen, kan een hoge verspaningscapaciteit worden bereikt zonder dat er problemen ontstaan door ophopende spanen. Een voorbeeld van bewerkingscentra die bij uitstek werden ontwikkeld voor volumeverspaning, vormen de machines van Handtmann A-Punkt Automation in het programma van Dymato. De nieuwste machine, de HBZ Trunnion 80, is dankzij het PowerCube frame in staat om ondanks de compacte bouwwijze forse krachten te absorberen. De HBZ Trunnion 80 biedt een grote flexibiliteit wat de keuze van de spindel betreft, waardoor de machine zowel optimaal kan worden afgestemd op de bewerking van aluminium als op de bewerking van staal en titaan. Er kan in elke situatie worden gebruikgemaakt van optimale bewerkingsparameters, zonder dat er naar een compromis gezocht hoeft te worden. Dat is in feite het geheim achter een in alle opzichten beheerst freesproces.