Workshop Röders
Kijken naar freesproces als totaalsysteem loont zich
Om het maximale resultaat te bereiken bij iedere freesbewerking is een optimaal samenspel tussen gereedschap, freesstrategie van de CAM-software, CNC-bewerkingsmachine en spindel van doorslaggevend belang. Het innovatieve bewijs daarvoor wordt geleverd door MMC Hitachi Tool Engineering, Delcam en Röders. Tijdens een workshop van de drie partners raakten de deelnemers overtuigd van de mogelijkheden.
Geen bewerkingstechniek heeft de afgelopen jaren waarschijnlijk zo geprofiteerd van de technologische vooruitgang als het frezen. En die ontwikkeling gaat nog steeds door. Daarbij geldt echter meer dan ooit: alleen als alle aspecten en parameters die van belang zijn voor het freesproces worden meegenomen kan het maximale resultaat worden bereikt bij een bewerkingsopdracht. Of met andere woorden, een optimaal samenspel tussen het gereedschap, de freesstrategie van het CAM-pakket, de machine, de spindel en de besturingssoftware is bepalend voor het eindresultaat.
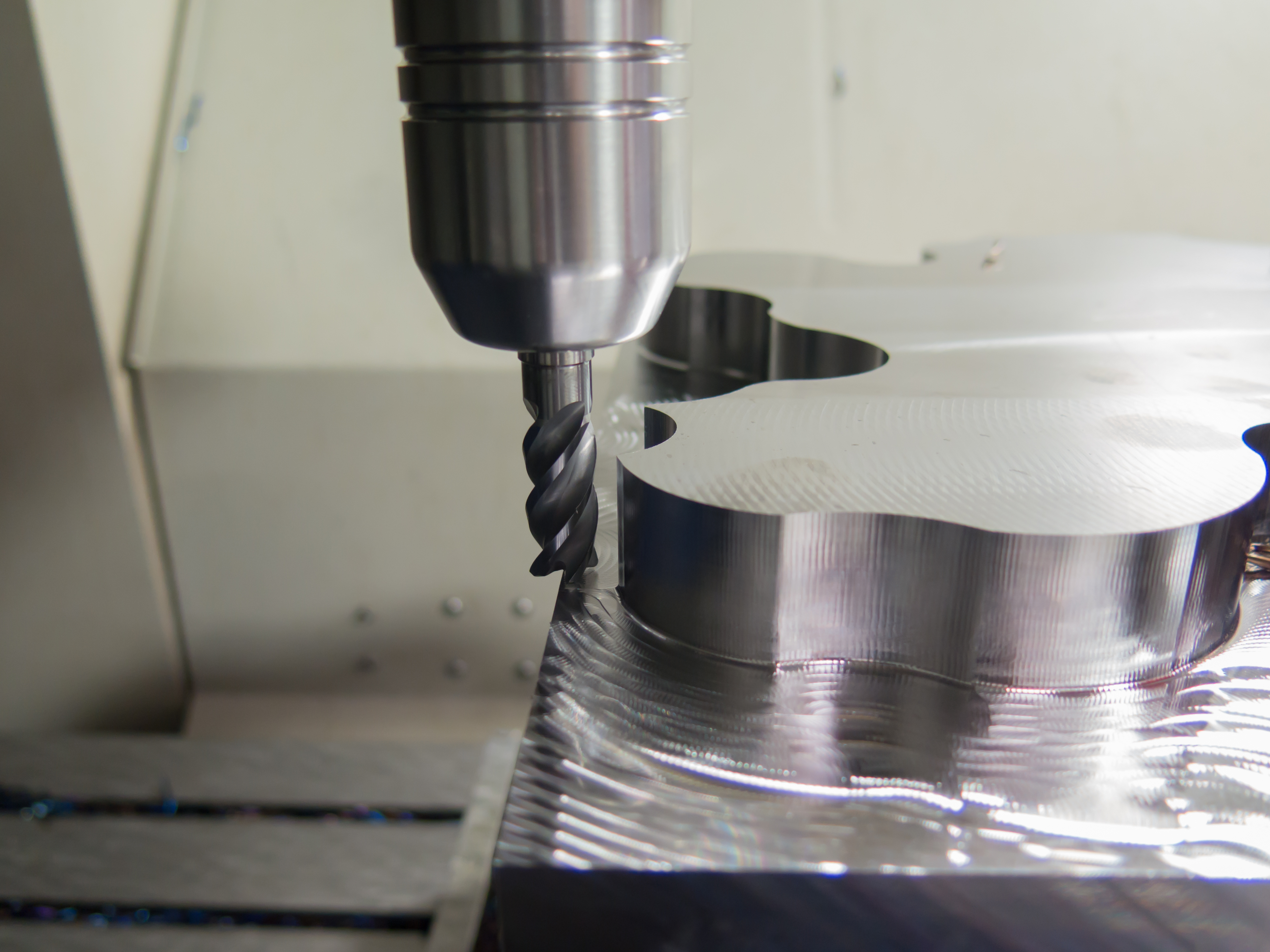
Het Vortex proefproduct tijdens het voorfrezen met hoge Z-verplaatsing op de Röders RXU1400. Al na 18 minuten kon Nick Bergheim het gerede product presenteren.
Wat er in de praktijk mogelijk is als dit goed wordt opgepakt laat de samenwerking zien tussen de gereedschapsproducent MMC Hitachi Tool Engineering, de CAD- en CAM-specialist Delcam en Röders als leverancier van hoogdynamische en nauwkeurige freesmachines. Dat geldt voor het nauwkeurige HSC-frezen (high speed cutting) met VHM-gereedschappen uit volhardmetaal uit de Epoch-serie van MMC Hitachi Tool, maar ook voor het ‘spanen maken’ bij het HPC-frezen (high performance cutting). In het laatste geval ligt de focus op de bewerking met schachtfrezen met lange snijkanten in combinatie met de Vortex Z-vlak voorfreesstrategie. Vortex maakt deel uit van het PowerMill CAM-pakket van Delcam en met deze innovatieve ruimtechnologie kunnen de freestijden worden gereduceerd met in sommige gevallen wel 60 procent, zowel bij de bewerking van aluminium als hardmetalen.
Hoe dit in zijn werk gaat legt Tobias Mohaupt van Delcam uit. “Bij de huidige voorfreesstrategieën wordt bij het ruimen van inwendige hoeken de voeding beperkt. Omdat bij Vortex de contacthoek en de voeding over de gehele gereedschapsbaan worden gecontroleerd wordt bij een zo groot mogelijke freesdiepte een constante spaandikte bereikt. Op die manier wordt de tijdens het verspanen opgewekte warmte eveneens op een heel gelijkmatige manier afgevoerd.” Tegelijkertijd zorgen de stabiele snijcondities voor een constantere temperatuur aan de snijrand, waardoor de levensduur van de coating wordt verlengd en het oppervlak van het werkstuk minder schade oploopt.

Simulatie van de bewegingen van het gereedschap met de Vortex voorfreesstrategie van PowerMill. Daarboven het bewerkte demowerkstuk uit 1.2312. Duidelijk zichtbaar zijn de freesbanen met hun constante contacthoek en voeding.
Snijkrachten
Om maximaal te kunnen profiteren van de Vortex voorfreesstrategie moeten zowel het gereedschap als de aard van de bewerking wel aan bepaalde randvoorwaarden voldoen, stelt Nick Bergheim van MMC Hitachi Tool Engineering vast. Vortex biedt vooral voordelen ten opzichte van bekende strategieën als trochoidaalfrezen bij oppervlaktebewerkingen van contouren in 2D en 3D, waarbij de toleranties heel nauw mogen zijn. “Dus overal waar met gereedschappen met een lange snijkant en Z-uitslag gefreesd kan worden en waar een goede spaanafvoer mogelijk is.”
De juiste keuze van de bewerkingsmachine vormt hierbij eveneens een belangrijke afweging. “In tegenstelling tot het klassieke voorfrezen met grote wisselplaatgereedschappen wordt bij Vortex hoogdynamisch en met constante snijkrachten gefreesd”, aldus dr. Oliver Gossel van Röders. In die situatie bieden machines met een hoge stijfheid en dynamiek (versnelling en ruk) duidelijke voordelen.
Compleetbewerking
Gossel verklaart in dit verband dat de machines van Röders zich dankzij hun stijfheid en dynamiek bij uitstek lenen voor de Vortex strategie. Dat geldt ook voor de spindels die door Röders worden geleverd, waarbij een optimaal compromis tussen stijfheid, stabiliteit en beschikbare momenten en toerentallen wordt geboden. Op die manier kan op een en dezelfde machine een werkstuk zowel worden voorgefreesd als nagefreesd, zodat het in één opspanning compleet kan worden bewerkt.
Bij een demonstratie in het democentrum van Röders stonden daarom naast de VHM-frezen van MMC Hitachi Tool en de freesstrategie van PowerMill met name de voor het capaciteitsfrezen ontwikkelde RXU1400 en het vijfsassige RXP601DS HSC-bewerkingscentrum in het middelpunt van de belangstelling. De RXU1400 paart daarbij een hoge dynamiek aan hoge nauwkeurigheid, dankzij de uitzonderlijke stijfheid die het resultaat is van de Quadroguide meervoudige geleiding van Röders. Bij beide machines zijn alle assen uitgerust met directe aandrijvingen.

De hoofdrolspelers in beeld. Van links naar rechts directeur Jürgen Röders (Röders), Nick Bergheim (MMC Hitachi Tool Engineering), Tobias Mohaupt en Walter van Doorne (beide Delcam) en dr. Oliver Gossel (Röders).
Constante toonhoogte als bewijs voor consistente voeding
Met inachtneming van parameters als machinekinematiek en besturing (RMS6 van Röders), gereedschapstypen en hun belasting, toerentallen en voedingen was tijdens de demonstratie een proefproduct uit 40CrMnMoS8-6 (1.2312) met behulp van Vortex geprogrammeerd. Dit product werd op de RXU1400 met een 12 mm torische schachtfrees met asymmetrische tandverdeling in een recordtijd van 18 min uit volmetaal gefreesd. Daarbij was duidelijk hoorbaar dat het verspaningsproces heel gelijkmatig verliep, want de Vortex voorfreesstrategie resulteert in een constante toonhoogte tijdens de bewerking. Een duidelijke aanwijzing voor een constante voeding en snijsnelheid van de frees. Een belangrijk positief gevolg daarvan is dat de standtijd

Nick Bergheim presenteert na slechts 18 minuten al het gerede eindproduct.
van het gereedschap aanzienlijk wordt verlengd, zoals Tobias Mohaupt aangeeft. Bij conventionele voorfreesprocessen worden vaak sterk wisselende toonhoogten gegenereerd, wat wijst op een steeds wisselende belasting van het gereedschap.
Natuurlijk zijn de haalbare verspaningsparameters sterk afhankelijk van de beschikbare machine, legt Nick Bergheim uit. “Daarom loont het zich om goed te kijken naar het prestatieniveau dat de machine kan leveren.” Van belang is om precies te weten op welk punt de machine voldoende vermogen heeft, maar de snijsnelheid niet te hoog is. Zodat het voorfreesgereedschap niet overbelast wordt, want de verspaningscondities zijn uiteraard van invloed op de slijtage van het gereedschap.
Bij de uitgevoerde experimenten werd een spindel gebruikt met een maximaal toerental van 30.000 min-1 en een maximaal moment van 35 Nm (S1). De resultaten waren zonder meer overtuigend. Zo kon het geselecteerde gereedschap bij de optimale parameters worden ingezet. Door de stijfheid van de machine en de spindel traden geen trillingen op die de levensduur van het gereedschap zouden kunnen ondermijnen. Dankzij de hoge versnellingen die mogelijk waren konden ook kleine radii volgens de Vortex-strategie worden bewerkt.
Vergelijking van bewerkingsstrategieën
De demonstratie werd afgesloten met de vijfassige compleetbewerking van een tweede proefproduct uit de speciaallegering Toolex, met een iets hogere hardheid van 44 HRc. Het werkstuk telde vier halve kogels die elk met verschillende bewerkingsstrategieën werden gerealiseerd. Op die manier werd zichtbaar gemaakt welke mogelijkheden binnen handbereik komen met het Z-vlak voorfrezen van Vortex. Daarbij kan niet alleen met torusgereedschappen maar ook heel goed met kogelfrezen worden gewerkt, zo maakte de demonstratie duidelijk. Als kogelfrees werd de vierzijdige EHHB-4060-ATH (uit de Epoch 21-serie) toegepast.
De demonstratie leerde ook hoe het proces geoptimaliseerd kan worden met het oog op nauwkeurigheid en oppervlaktekwaliteit. Daarbij komt ook de bewerkingstijd als afweging om de hoek kijken. “De eerste kogel hebben we nabewerkt met een vierzijdige kogelfrees, om te laten zien dat de nauwkeurigheid hier nooit het niveau haalt van een tweezijdige kogelfrees”, aldus Nick Bergheim. De vierzijdige variant heeft echter wel als voordeel dat de bewerking sneller verloopt, eenvoudig omdat er meer snijkanten zijn. “Als de focus op cyclustijd ligt dan verdient de vierzijdige kogelfrees de voorkeur, als nauwkeurigheid en oppervlaktekwaliteit bepalend zijn dan komt de tweezijdige kogelfrees in beeld.”
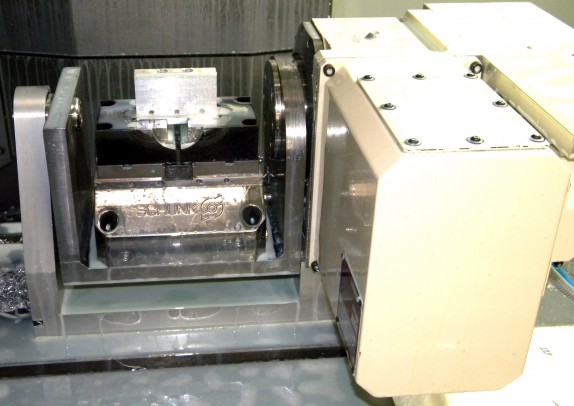
Het proefproduct uit Toolex 44 werd vijfassig bewerkt op de RXP601DS. Met behulp van de vier halve kogels op het werkstuk werd het effect van de verschillende bewerkingsstrategieën (van voorfrezen tot finishing) op het eindresultaat zichtbaar gemaakt.
Bij de derde en vierde kogel vormde een zo hoogwaardig mogelijk oppervlak het streven. Hier werd gebruik gemaakt van een tweezijdige kogelfrees van het type EPHPB-2040-10-PN (uit de Epoch 21-serie), omdat deze dankzij zijn snijkantgeometrie, zijn radiustolerantie van 3 micrometer en zijn PN-coating optimaal geschikt is voor de nabewerking van Toolox 44. “Bij de vierde kogel hebben we met behulp van PowerMill het NC-programma nog weer zodanig aangepast dat een nog beter en nauwkeuriger resultaat kon worden bereikt”, legt Nick Bergheim uit. In dit geval werden enkele parameters enigszins bijgesteld, zoals de bewerkingstolerantie, de puntenverdeling en de zijwaartse verplaatsing. “Wat we aan wilden tonen is dat het altijd nog weer een nuance beter kan.” Het resultaat mocht er zijn. Met name de uitstekende oppervlaktekwaliteit van de derde en vierde kogel waren opmerkelijk. De coproductie van het VHM-gereedschap van MMC Hitachi Tool, de freesstrategieën van PowerMill en de HSC-machine van Röders wierp hier duidelijk zijn vruchten af. Daarbij was iedereen onder de indruk van de dynamiek en nauwkeurigheid waarmee de RXP601DS de freesbewerkingen uitvoerde.
In voortraject de prioriteiten definiëren
Ook een vaststelling om te onthouden: al in het voortraject moet worden bepaald wat bij een bepaalde bewerking voorrang heeft. Staat de betrouwbaarheid van het proces voorop, met navenant langere cyclustijden? Of wordt juist vereist dat de producten zo snel mogelijk van de machine komen, om de productiekosten te reduceren, omdat de machine volledig bezet is of omdat er sprake is van een sterke tijdsdruk?
“Dat moet op voorhand worden afgewogen, waarna de overeenkomstige parameters kunnen worden bepaald”, benadrukt Nick Bergheim en wijst in dit verband op de ondersteuning die de klant daarbij wordt geboden. “Want ook bij het meest hoogwaardige precisiegereedschap kunnen de mogelijkheden alleen optimaal worden benut wanneer het onder de juiste condities wordt toegepast.” Omdat dit uiteindelijk ook geldt voor de programmering en de machine bieden de drie betrokken partijen hun klanten allen op hun gebied de benodigde ondersteuning aan bij het optimaliseren van de diverse freesbewerkingen.

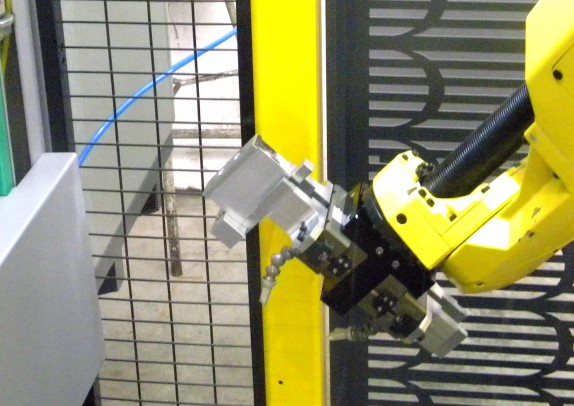
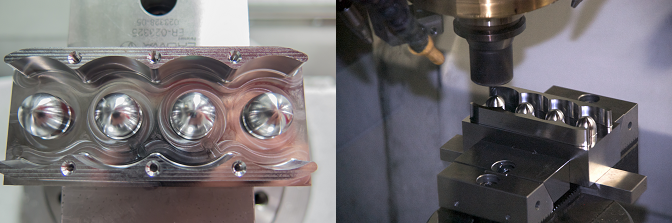
De workshop bij Röders in Soltau trok veel belangstelling vanuit de verspaningswereld. Rechts een kijkje in het democentrum van Röders waar een Vortex proefproduct wordt voorgefreesd op de RXU1400. Uit de gelijkmatige toonhoogte kon worden afgeleid dat voeding en snijsnelheid gedurende de gehele bewerking constant bleven.