Investering in Gurutzpe draaibank

De Jakom-sleeve: Vereenvoudigt opspanning van werkstukken zonder center.
Bij as- en walslengtes vanaf vijftien maal de diameter zijn de specialisten van Jakom in Cuijk op hun best. Ze halen gemakkelijk lengtes van 40 of 100 d en meer. “Vanaf 15 d is een werkstuk instabiel. Juist dat beheersen wij met vakmanschap en automatisering tot op enkele honderdste millimeters”, zegt directeur ing. Hessel Hendriks. Een klantspecifieke special is de nieuwe Gurutzpe-draaibank. Met een werklengte van acht meter maakt Jakom er als het moet ook assen en walsen van elf meter op.
De assen en walsen van Jakom draaien in de hele wereld. In sluisdeuren, handprinters, baggerschepen, drukkerijmachines en alle andere machines en installaties waarom de wereld draait. Asjes van tien centimeter of dertigtons exemplaren van 23 meter. Tijdens ons bezoek was een aandrijfas voor een snijkop van een cutterzuiger voor de baggerindustrie in bewerking, een gevaarte van 34 ton. Op een andere machine draaide een as van twaalf meter met een diameter van 73 mm. Bij verkeerde manipulatie zou het ombuigen gezien de verhouding: l=165d. Jakom behoort tot de internationale top in slanke assen en walsen. Producten die specifieke expertise vereisen om ondanks de potentiële instabiliteit nauwkeurigheden tot honderdsten van millimeters te halen. Qua materiaal is Jakom een alleskunner. Men verwerkt evengoed kunststoffen en composieten als de gebruikelijke staalsoorten, non-ferro’s en exoten. Hittebestendige verwarmingswalsen (1200 tot 1400 °C met behoud van sterkte) vormen slechts één voorbeeld. Meestal gaat het om klantspecifieke enkelstuks tot kleine series. Oppervlaktebewerkingen met rubbers, chroom, nikkel, wolframcarbides of keramiek besteedt Jakom uit.
De installatie van een Gurutzpe horizontale draaibank A 1200 4G breidt de productiecapaciteit in het middensegment (tot acht meter) aanzienlijk uit. Leverancier Dymato (Veenendaal) is er in samenspraak met de Spaanse bouwer in geslaagd de niet-alledaagse klantenwensen en eisen te vertalen in machinespecificaties. Zoals een vrije doorlaat en dubbele klauwplaat aan weerszijden van de hoofdspindel, waarmee de achtmetergrens is opgerekt tot elf meter.
Vakmanschap automatiseren

Jakom-directeur Hessel Hendriks met op de achtergrond een 34-tons as voor de baggerindustrie.
De oprichters van Jakom (1986) legden zich toe op lange, slanke producten. Hun toenmalige werkgever zocht de grote series, zij kozen de specials. De grafische industrie stimuleerde het oprekken van de grenzen: de werkbreedte van machines voor bedrukking van textiel en papier liep snel op. Van enkele meters tot tien meter en meer. “Zoiets als de evolutie van het begrip ‘kamerbreed’ in de tapijtindustrie”, zegt Hendriks. H. trad in 1994 in dienst van Jakom en nam het bedrijf in 2001 over. Nu werken er 31 mensen. In 2011 werd een nieuw pand in gebruik genomen. De technicus die de gevel siert torst een as en drukt zo de eenheid vakmanschap en techniek uit.
“Vakmanschap was en is het belangrijkst”, zegt Hendriks, afgestudeerd expert productieautomatisering. “Het specialisme betekende een jaar of tien praktijkopleiding om het vak onder de knie te krijgen. Nogal lang, als je wilt groeien. Je moest een fijn oog ontwikkelen om onbalans en trillingen in een werkstuk op tijd te signaleren, bijvoorbeeld via de lichtreflectie in het koelwater. De kunst is onbalans elimineren en resonantie voor te blijven. We moeten over de gehele lengte nauwkeurig draaien, terwijl druk nodig is om materiaal af te nemen. De verhouding lengte-diameter beperkt de stijfheid van het werkstuk: het gedraagt zich enigszins als een veer en buigt door. Dat moeten we exact compenseren in opspan- en bewerkingstechniek. Bij buisproducten met relatief geringe wanddikte kan het werkstuk gaan zingen door vibratie in x- en y-richting. We konden veel automatiseren. Vakmanschap blijft belangrijk, maar is in die tien jaar sterk gereduceerd.”
Jakom-directeur Hessel Hendriks: “De opleidingstijd is sterk teruggebracht, met inzet van speciale productieautomatisering”.
Een belangrijke eigen vinding is de Active Vibration Control, door Jakom ontwikkeld en uitgewerkt in samenwerking met TNO. Een AVC systeem compenseert in het gereedschap zelf met behulp van sensoren in de opnemer de relatief hoogfrequente trillingen (tot circa 700 hz).
Investeringen
Bij investeringen in productieautomatisering is kwaliteit bepalend, zonder de kostprijs uit het oog te verliezen. Hendriks: “Ook in dit veeleisende marktsegment is prijs belangrijk. Bovendien moet Jakom ook concurreren op het grensvlak met de subtop.” De laatste grote investering is de genoemde horizontale Gurutzpe-draaibank. Een investering met een verhaal, niet alleen vanwege de bijzondere specificaties. Tien jaar geleden kwam de eerste draaibank van dit merk binnen, met kinderziektes, discussies en aanpassingen. Toch oriënteerde de specialist in assen en walsen zich opnieuw op Gurutzpe, sinds twee jaar als topmerk opgenomen in het programma van Dymato in Veenendaal. “Deze machines zijn heel goed in ons werk: lang en dun”, verklaart Hendriks de keuze. “In contacten met Dymato en Gurutzpe is gebleken dat opmerkingen en ideeën van ons en andere klanten goed zijn opgepakt en verwerkt in nieuwe machinemodellen.” Een tweede argument is de ergonomie. Jakom wil zonder geklauter gemakkelijk en comfortabel toegang tot het werkstuk, bijvoorbeeld om metingen uit te voeren. Technisch doorslaggevend blijft de bovengemiddelde rol van vakmanschap in dit bedrijf. Elk werkstuk is uniek en kostbaar, moet dus in één keer goed zijn met perfecte opspanning en trillingsvrije bewerking over de gehele bewerkingscyclus. Deze draaibank is weliswaar vol-CNC, maar geen teach-in-machine zoals voor enkelstuks gebruikelijk is. Het bewerkingsproces verloopt in discrete stappen. De totale verblijfstijd van een werkstuk kan tot twee dagen oplopen, verdeeld in cycli tot zo’n acht uur. Onbemand doordraaien gebeurt weinig, omdat het minste of geringste defect aan het gereedschap het werkstuk beschadigt.
Jakom-Sleeve

Doorvoer aan de kopse kant met extra klauwplaat op de hoofdspindel voor langere werkstukken.
De Gurutzpe-draaibank is voorzien van diverse bijzonderheden. Zoals een y-as met aangedreven gereedschap voor de productie van spiebanen en bijvoorbeeld splines. Natuurlijk is draaien de kern, maar de combinatie met de freesfaciliteit betekent dat een werkstuk in één opspanning wordt voltooid. Dat is winst, gezien de combinatie van precisiewerk en zware, lastig te behandelen en kwetsbare werkstukken. Vergelijkbare overwegingen hebben ook geleid tot de vierbaans- uitvoering met prismageleiders, zodat de bewerkingseenheid de brillen kan passeren en het product in één arbeidsgang over de volle lengte afwerkt. Verbrede lagers van de twee vol CNC-gestuurde hydraulische brillen voorkomen inwalsing in het werkstuk.
Bijzonder is de Jakom-sleeve, voortgekomen uit de wens om ook producten zonder center gemakkelijk op te spannen: een meedraaiende subspindel met klauwplaat. Een trouvaille is de vrije doorvoer aan de kopzijde, voorzien van een tweede klauwplaat op de hoofdspindel. Dit geeft de paradoxale mogelijkheid om werkstukken tot elf meter te verwerken op deze achtmeterdraaibank. De tweede klauwplaat klemt het uitstekende deel stabiel in.
De draaibank is niet voorzien van het eerdergenoemde AVC-systeem, maar elimineert vibraties automatisch aan de hand van het toerental. Ook zorgvuldige centrering op het middelpunt reduceert trillingen, met name bij enigszins onrond buismateriaal.
“We zoeken de klant die eisen stelt aan machine en service”, zegt Dymato-directeur ing. Theo Coffeng. “Jakom voldoet ruim aan die typering en heeft Dymato uitgedaagd de brug te slaan tussen speciale eisen en Gurutzpes machinespecificaties. Dat is gelukt. Binnen drie dagen na plaatsing draaide deze bijzondere draaibank perfect.”













 Kenmerk van Handtmann A-Punkt Automation is, naast het accent op grote formaten, dat alle bewerkingsmachines via tal van opties naadloos kunnen worden afgestemd op de specifieke eisen en wensen van de klant. De machines worden bovendien turn-key geleverd, dat wil zeggen inclusief automatisering en advies over de optimale gereedschapskeuze en freesstrategie. Zo kan in elke specifieke situatie, of het nu gaat om de hoogvolume verspaning van aluminium of de bewerking van hardmetalen en superlegeringen, een optimale productiviteit worden bereikt.
Kenmerk van Handtmann A-Punkt Automation is, naast het accent op grote formaten, dat alle bewerkingsmachines via tal van opties naadloos kunnen worden afgestemd op de specifieke eisen en wensen van de klant. De machines worden bovendien turn-key geleverd, dat wil zeggen inclusief automatisering en advies over de optimale gereedschapskeuze en freesstrategie. Zo kan in elke specifieke situatie, of het nu gaat om de hoogvolume verspaning van aluminium of de bewerking van hardmetalen en superlegeringen, een optimale productiviteit worden bereikt.




















 De Fennek is een nieuw, gepantserd verkenningsvoertuig voor de Koninklijke Landmacht. Bayards levert de aluminium rompen voor de Fennek (woestijnvos) aan Dutch Defense Vehicle Systems (DVVS) in Helmond. DVVS is een dochteronderneming van Krauss-Maffei Wegmann uit Duitsland. Ook het Duitse leger zal de Fennek inzetten. In totaal zal de Landmacht over meer dan 400 Fenneks kunnen beschikken. Bayards is betrokken bij het leveren van 351 rompen aan DVVS. De productiecapaciteit in Nieuw-Lekkerland zal binnenkort dertien stuks rompen per maand bedragen. De aluminium rompen van de Fennek worden samengesteld uit bewerkte plaatdelen waarvoor met name het nieuwe Handtmann portaalbewerkingcentrum van Bayards ingezet wordt. Na het frezen worden de componenten, of sub-assemblies, in complexe lasmallen samengevoegd tot rompen en door middel van MIG-lassen afgelast. Vervolgens wordt de romp gemeten en nabewerkt. Dit geschiedt eveneens op de grote portaalmachine. Afsluitende stappen zijn het stralen en het coaten van de rompen.
De Fennek is een nieuw, gepantserd verkenningsvoertuig voor de Koninklijke Landmacht. Bayards levert de aluminium rompen voor de Fennek (woestijnvos) aan Dutch Defense Vehicle Systems (DVVS) in Helmond. DVVS is een dochteronderneming van Krauss-Maffei Wegmann uit Duitsland. Ook het Duitse leger zal de Fennek inzetten. In totaal zal de Landmacht over meer dan 400 Fenneks kunnen beschikken. Bayards is betrokken bij het leveren van 351 rompen aan DVVS. De productiecapaciteit in Nieuw-Lekkerland zal binnenkort dertien stuks rompen per maand bedragen. De aluminium rompen van de Fennek worden samengesteld uit bewerkte plaatdelen waarvoor met name het nieuwe Handtmann portaalbewerkingcentrum van Bayards ingezet wordt. Na het frezen worden de componenten, of sub-assemblies, in complexe lasmallen samengevoegd tot rompen en door middel van MIG-lassen afgelast. Vervolgens wordt de romp gemeten en nabewerkt. Dit geschiedt eveneens op de grote portaalmachine. Afsluitende stappen zijn het stralen en het coaten van de rompen.

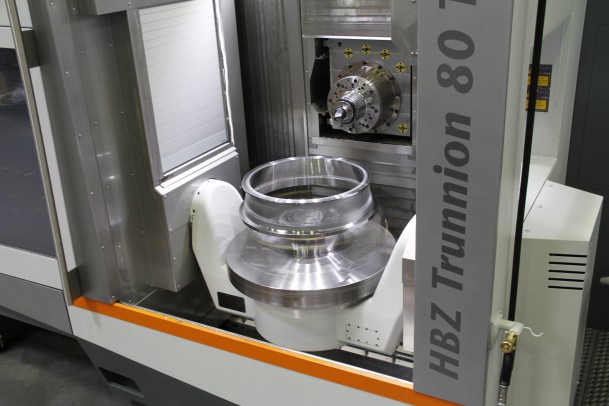
 Naast de Handtmann Trunnion 80 exposeert Dymato op een bijna 300 m
Naast de Handtmann Trunnion 80 exposeert Dymato op een bijna 300 m