
DYMATO PRESENTATION DURING THE VERSPANEN 2020 SEMINAR
CONSIDERATIONS IN CHOOSING A 5-AXIS MACHINE
The coming years will see increasingly stringent requirements for component accuracy and surface quality with a growing demand for higher functionality, which translates into greater complexity and the use of more sophisticated materials that don’t generally lend themselves to machining. So all the more reason to pay careful attention to the machine’s design the next time you invest in a five-axis machining centre, because that literally is the foundation of what is feasible.
The above-mentioned vision was illustrated during the Verspanen 2020 (Machining 2020) seminar, recently organised by Mikrocentrum in Veldhoven, the Netherlands. This scenario will come as no surprise to most entrepreneurs operating in the machining sector. Aside from the requirements mentioned above, we must not lose sight of productivity, which is a significant driver of international competition.
Impression of the Verspanen 2020 seminar. (above) The exhibition. (header) Presentation by Willem van Dam of Dymato.
That makes it ever more important to look at the machine’s build and the qualities associated with it when purchasing a new machining centre. Because regardless of whether it is about accuracy, productivity or reliability, the machine is, in all cases, the primary component and is largely determinative of what is feasible. Another crucial aspect is the capability to control temperature and vibrations – the biggest culprits that undermine the milling process.
The best results are obviously achieved when a machine is built to specifications for a specific product and the applicable requirements. Because volume machining a large aluminium component requires different specifications than milling a titanium component, where accuracy and a perfect finish are required. A machine that can meet all milling requirements is unfortunately an illusion, as Willem van Dam made clear in his presentation at Verspanen 2020. Different markets require different solutions, according to the area sales manager for machine importer Dymato. In its approach to the market, Dymato draws a distinction between universal machining, high-speed milling and large workpiece machining.
Universal machining centre
As mentioned above, the best quality-returns combination is achieved when a machining centre is programmed to perform a specific machining operation. In practice, however, a supplier can rarely dedicate a machine to a specific task or a set of similar machining operations. Because there is usually a great diversity of products, materials and operations involved, cost considerations tend to favour a universal machine. An all-rounder that delivers the best average results across the board. But even then, it is important to conduct a critical assessment of the capabilities.
 (fig. 2) The portal version offers the best capabilities structurally to achieve a symmetrical design, with effective control of forces and temperature effects. The box-in-box principle of the X and Y axes also contributes to this. |
 (fig. 4) A positioning accuracy of 5 μm and surface roughness of about Ra = 0.5 μm are feasible on the Hyundai Wia XF6300 machining centre. |
Where the width of the machining range is concerned, a portal structure is the most appropriate solution, according to Van Dam (Figure 2). Structurally, the symmetrical design of this machine offers the best capabilities for controlling the forces and temperature effects (thermo-symmetrical design). In a five-axis model, these machines can be equipped with pan/tilt tables. Fitted with direct-drive motors, both the A and C axes can be controlled quickly and with high precision due to the lack of worm gears. A good example of universal machining centres is the series of Hyundai Wia machines in the Dymato program. In the newest five-axis machining centre, the XF6300, the bed and column are made from a single mono-block piece (Figure 3) to ensure maximum stiffness and accuracy. This is additionally reinforced by the fact that the mono-block frame encloses the A axis motors. The X and Y axes are designed to the box-inbox principle, ensuring a mechanical and thermo-symmetrical design with high stiffness in that respect as well.
Direct measuring systems on linear and rotary axes as well as angle encoders ensure that all remaining temperature effects on the machine frame are effectively eliminated. This way, according to Van Dam, a positioning accuracy of 5 μm and surface roughness of about Ra = 0.5 μm are also feasible on a universal machine (Figure 4). The XF6300 is available with three different spindles (15,000 / 24,000 / 40,000 rpm), so as to offer the most customer-specific solution possible (Figure 5).
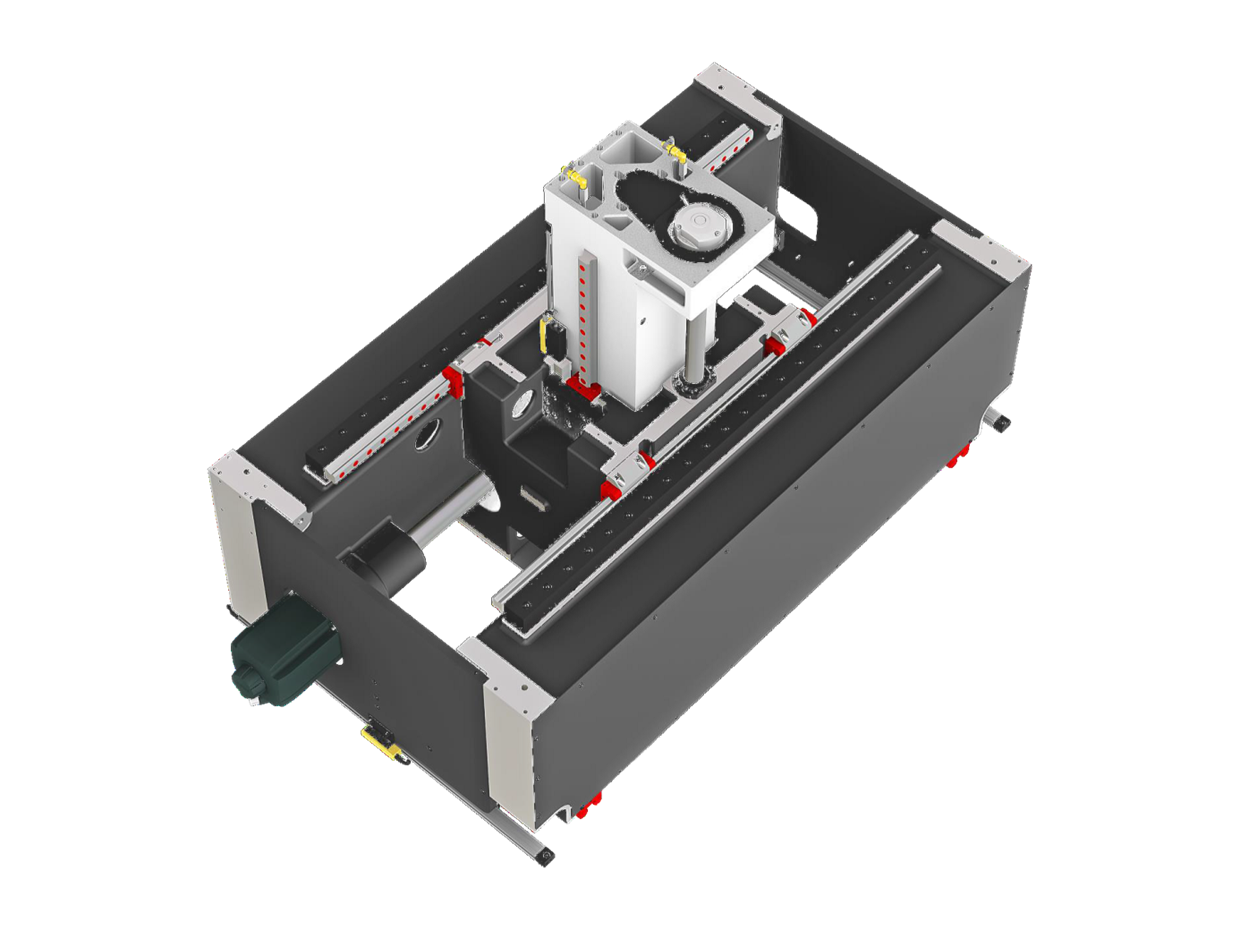
 (fig. 3) The mono-block structure, where the frame is made from a single piece, results in a high degree of stiffness and stability. Especially since the A axis motors are completely enclosed by the frame. |
 (fig. 5) Because the Hyundai Wia XF6300 is available with three different spindles, it brings a customer-specific model of a universal machine that much closer within reach. |
HSC milling

(fig. 7) Röders’ newest RXP501DS machining centre reaches a maximum speed of 60,000 rpm, making it possible to work with finer tools and lower cutting forces.
When hard materials are to be machined with fine structures and small radii (which are automatically subject to high accuracy requirements), it is impossible for machining operators to avoid HSC (High Speed Cutting) machines. A special example of this is the series of Röders machines in the Dymato program. Because of the (thermo-)symmetrical properties, Röders uses a portal structure, where the spindle carries out the transverse and vertical movement (Y and Z axes), and the bed with an integrated pan/tilt table carries out the longitudinal movement (X axis). As the portal with the spindle does not need to move, according to this concept, it can be constructed more robustly to ensure maximum machine stiffness (Figure 6). To compensate for the weight of the Z axis, frictionless vacuum bellows are used.
All the critical elements in the Röders machines are also actively cooled, particularly the spindle and the drives with their magnets and motors. Both the ball bearings and spindle housing are cooled; in the latter case this is done to prevent heat radiation to the column. The machines come with a total of eight separate cooling circuits. The spindle length is additionally monitored by an external (and cooled) eddycurrent sensor to prevent deformations caused by mechanical forces. This is especially relevant at high speeds.
(fig. 6) Because the portal with the spindle in Röders’ machining centres does not need to move, it can be constructed more robustly to ensure maximum stiffness.
To prevent vibrations, only uses linear drives are used. Because they do not come with mechanical contacts, linear drives provide much higher dynamics and better damping than traditional ball screws. The absence of mechanical contacts means less heat development and zero wear and tear. The hydrostatic guideways are even more efficient in terms of accuracy. Röders uses these in its RHP series, machines that combine milling with coordinate grinding. This combination not only saves an additional logistical operation but also grinding time: because rechucking is not required, it is possible to mill much closer to the final size.
Race Cut
Röders’ newest RXP501DS machining centre (Figure 7) achieves a maximum speed of 60,000 rpm. Higher speed not only means that finer tools can be used, but also lower cutting forces are produced, ensuring higher accuracy, a smoother surface and limited vibration. The knife cuts both ways!
What sets the Röders machines apart is their capability to combine high accuracy with high dynamics, thanks to the Race Cut control function, which allows the user to utilise the machines’ capabilities to the fullest extent possible. This is only possible because the machine manufacturer develops its own RMS 6 control software, as the software developers must of course know what gears the machine structure allows without compromising accuracy and surface quality. Thanks to Race Cut, the pull can be set at a higher level to allow the machines to brake later and harder and accelerate faster than the conventional CAM programs suggest. This results in processing times that are reduced by more than 20 percent on average.
Large workpieces
A separate market segment is the volume machining of large workpieces, including components for the aerospace industry, where machining from solid carbide alloy is frequently a requirement. Often, no less than 90 percent of the material must be milled, which requires higher machine productivity. Here, too, high demands are placed on the stiffness of the machine frame, especially from the perspective of dynamics. According to Dymato’s Willem van Dam, a horizontal model is the obvious choice for volume machining due to better chip flow (Figure 8). Tilting the spindle will result in high machining capacity without problems arising from accumulating chips.
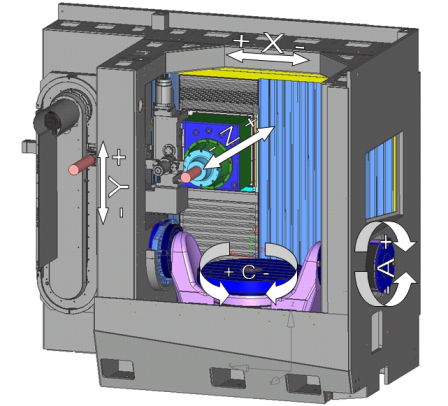 (fig. 8a) horizontal model is preferred for machining large volumes due to better chip flow. (a) Schematic of the different axes, including horizontal spindle (Z axis). |
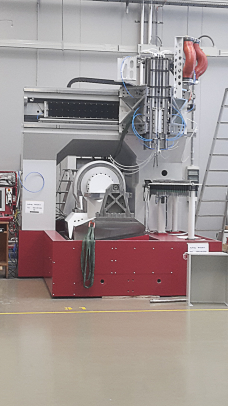
 (fig. 8b) Horizontal model inthe HBZ Trunnion 80. |
An example of machining centres that are ideal for volume machining are the Handtmann A-Punkt Automation machines in the Dymato program. Despite its compact design, the newest machine, the HBZ Trunnion 80, is able to absorb significant forces thanks to the ‘Power Cube’ frame. The machine offers great flexibility in the choice of spindle, allowing the machine to be programmed for machining aluminium, steel and titanium (Figure 9). Effective processing parameters are available for every situation without having to look for a compromise. This is, in fact, the secret to a milling process that is controlled in all respects.

Thanks to the different spindles that the Handtmann HBZ Trunnion 80 can be equipped with, the machine can be programmed for machining aluminium, steel and titanium.
5-tier pyramid
While the machine may be one of the fundamental pillars in achieving the best possible machining process in terms of accuracy and productivity, it is not the only important factor. When it comes to obtaining the best results possible, it is the interaction of all parameters which makes the machining process more efficient. Mikrocentrum, organiser of the Verspanen 2020 seminar, attributes that interaction to the ‘5-tier pyramid’: machine, tools, chucking, programming and cooling lubricants. When top performance is required, the smallest details will play a role in every aspect of machining. Different iterations of all these came up during the seminar. To further strengthen cooperation and knowledge sharing with the metalworking industry, Mikrocentrum will organise, on 10 and 11 October of this year, a new knowledge and networking event under the title ‘Metaal 2017’ (Metal 2017).


")






